矿区自动灭火系统
矿区自动灭火系统是专为矿区环境设计的消防设备,旨在快速、准确地探测并扑火灾,以保障矿区作业的安全。以下是对矿区自动 火装置的详细介绍:
一、核心特点
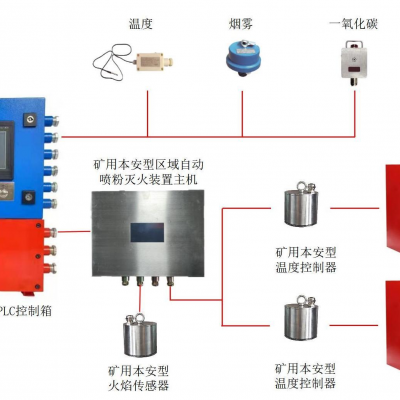
1. 火灾探测灵敏:矿区自动灭火系统配备了高精度的温度传感器、烟雾探测器以及火焰探测器等,这些传感器能够实时、精准地监测矿区周围环境的变化,及时发现火灾隐患。
2. 灭火高效环保:装置采用的火剂,如水基火剂或全氟己酮灭火剂,具有高效、环保的优点。水基 火剂在接触到高温火焰时,会迅速汽化,吸收大量热量,快速降低周围环境温度,抑制火势蔓延;全氟己酮灭火剂则能在火源表面形成一层隔氧层,阻断氧气供应,使火焰迅速熄灰。而且,火装置的喷头经过特殊设计,能够将灭火剂均匀、快速地喷洒到着火区域,确保灭火效果的最大化。
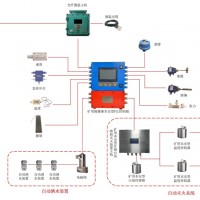
3. 自动化智能化:装置实现了从火灾探测、信号传输、灭火指令下达到灭火剂释放的全流程自动化操作,无需人工干预。即使在无人值守的情况下,也能独立完成灭火任务,大大提高了矿车在复杂工况下的安全性。同时,系统还具备自我检测和维护功能,能够定期对自身性能进行测试和故障排查,确保在关键时刻能够正常运行。
4. 安装便捷灵活:装置可以根据不同类型矿车的结构和特点进行定制化设计,灵活安装在发动机舱、油箱、车载配电箱等易燃区域。而且,装置的操作简单易懂,工作人员经过简单培训即可熟练掌握。
二、应用场景
矿区自动灭火装置广泛应用于煤矿、金属矿、非金属矿等各类矿区的车辆、设备及建筑物中,特别是在矿车、空压机、配电箱等关键设备上,其发挥着至关重要的作用。
三、技术优势
1. 快速响应:装置能够在火灾初期迅速探测并启动灰火程序,有效防止火势蔓延。
2. 精准灭火:通过精确探测火灾位置和火源大小,装置能够实现精准灰火,减少灰火剂的浪费和环境污染。
3. 安全可靠:装置采用的灭火剂对人体无害,且装置本身具有防爆、防腐蚀等特性,确保在恶劣环境下仍能稳定运行。
4. 维护简便:装置具备自我检测和维护功能,能够降低维护成本和提高设备使用寿命。
四、发展趋势
随着矿区安全意识的不断提高和技术的不断进步,矿区自动灰火装置将朝着更智能化、更高效、更环保的方向发展。例如,结合物联网、大数据等技术,实现远程监控、预警和灰火指令的下达;研发新型环保灭火剂,减少对环境的影响;优化装置结构,提高灭火效率和稳定性等。
综上所述,矿区自动灰火装置是保障矿区作业安全的重要设备。其通过灵敏的火灾探测、高效的灭火能力、智能化的操作方式以及便捷的安装使用等优点,为矿区作业提供了坚实的安全保障。